Maksymalizacja wydajności wiercenia dzięki zaawansowanej technologii Down-the-Hole
Sukces każdej operacji wiercenia skał w dużym stopniu zależy od wyboru odpowiedniego sprzętu, a kluczowym elementem tej decyzji jest wybór spawy DTH. Te specjalistyczne narzędzia zrewolucjonizowały branżę wiertniczą, oferując bezprecedensowy poziom efektywności i precyzji w trudnych warunkach geologicznych. Zrozumienie subtelności dth hammer bit wyboru może oznaczać różnicę między sukcesem projektu a kosztownymi porażkami.
Nowoczesne operacje wiertnicze w sektorach górnictwa, budownictwa i eksploracji opierają się na tych zaawansowanych narzędziach umożliwiających przebijanie najtwardszych formacji skalnych. Technologia konstrukcji udarowych głowic DTH znacznie się rozwinęła, obejmując zaawansowane materiały i innowacyjne rozwiązania inżynieryjne dostosowane do rosnących wymagań projektowych.
Podstawowe Komponenty Młot DTH Bity
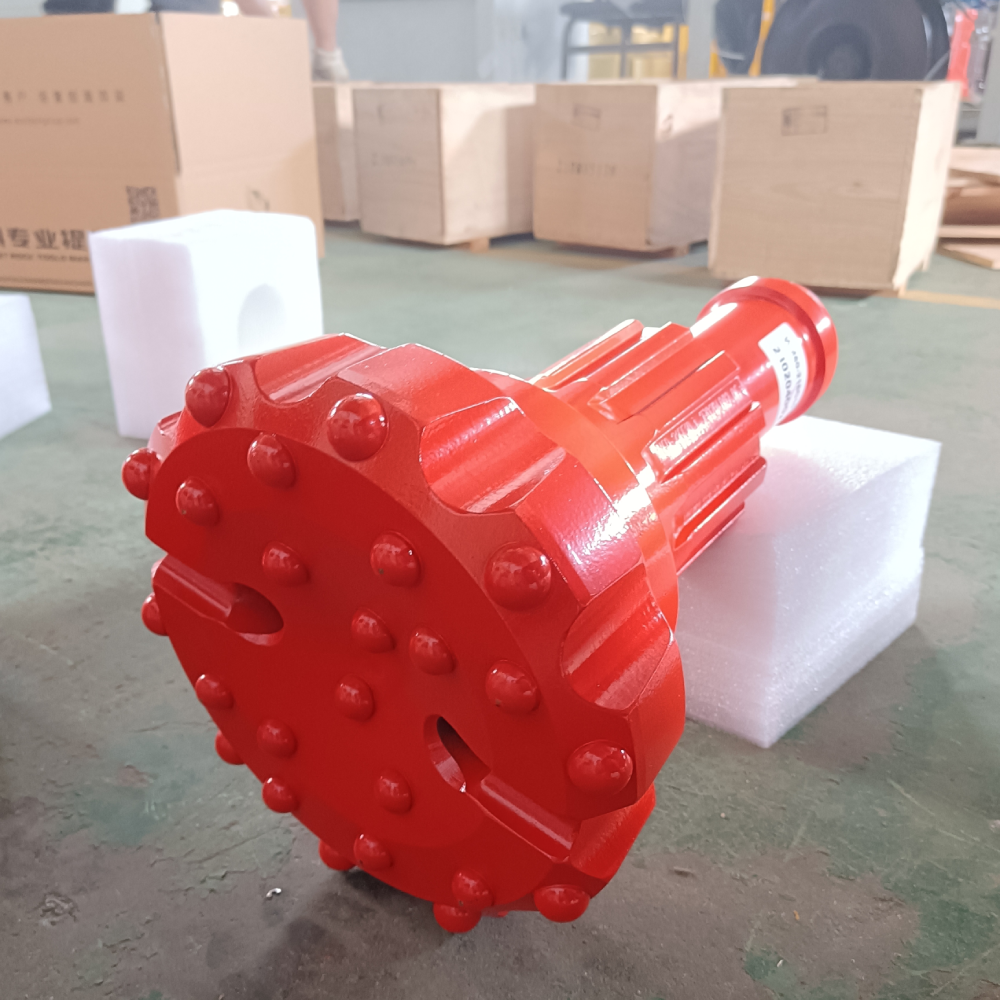
Konfiguracja guzików i projekt wzoru
Układ guzików węglikowych na głowicy DTH odgrywa kluczową rolę w jej wydajności. Guziki kalibrujące umieszczone wzdłuż średnicy zewnętrznej utrzymują stałą wielkość otworu, podczas gdy guziki czołowe odpowiadają za główne działanie kruszące. Konkretny wzór układu wpływa na szybkość penetracji, stabilność głowicy oraz ogólną efektywność wiercenia.
Nowoczesne udziołki charakteryzują się zoptymalizowanym układem gzymsów, który zapewnia równowagę między agresywnym działaniem tnącym a odpornością na zużycie. Odstęp pomiędzy gzymsami musi być dokładnie obliczony, aby zapobiec ślizganiu się i zagwarantować skuteczne rozdrabnianie skał. W projektach wysokiej klasy wiertniczych udziółków DTH stosuje się modelowanie komputerowe w celu określenia optymalnego rozmieszczenia gzymsów dla konkretnych warunków skalnych.
Skład materiału i cechy trwałości
Wysokogatunkowe kompozycje węglika stanowią podstawę budowy jakościowych udziółków DTH. Materiał matrycy wspierający gzymsy musi wytrzymywać ekstremalne siły uderzeniowe, zapewniając jednocześnie odpowiednie trzymanie gzymsów. Zaawansowane procesy metalurgiczne gwarantują optymalne połączenie twardości wkładek węglikowych i korpusu stalowego.
Producenci stosują obecnie specjalistyczne procesy obróbki cieplnej oraz techniki hartowania powierzchniowego w celu zwiększenia odporności na zużycie. Zastosowanie wysokiej jakości stopów stali w korpusie udziółka wydłuża czas jego użytkowania, zachowując jednocześnie integralność strukturalną w warunkach dużego obciążenia.

Dopasowanie specyfikacji wiertła do warunków gruntowych
Systemy klasyfikacji twardości skał
Wybór odpowiedniego wiertła udarowego DTH wymaga dokładnego zrozumienia charakterystyki formacji. Profesjonalni geolodzy stosują ustandaryzowane skale twardości skał do klasyfikacji różnych formacji, od miękkich skał osadowych po bardzo twarde formacje magmowe. Klasyfikacja ta kieruje doborem wiertła poprzez określenie wymaganej geometrii guzików i ich gatunku.
Współczesne operacje wiertnicze często wykorzystują zaawansowane techniki mapowania geologicznego, aby przewidzieć zmiany formacji i zoptymalizować wybór wiertła. Takie proaktywne podejście pozwala operatorom na wybór najbardziej odpowiedniej konfiguracji wiertła udarowego DTH dla różnych warunków gruntowych.
Czynniki środowiskowe i operacyjne
Oprócz twardości skał, warunki środowiskowe znacząco wpływają na wydajność wiertła. Czynniki takie jak obecność wody gruntowej, wahania temperatury oraz ścieralność formacji wpływają na wybór wiertła do udarowego wiercenia od spodu (DTH). Zastosowania w wysokich temperaturach mogą wymagać specjalnych konstrukcji wiertła z ulepszonymi cechami odprowadzania ciepła.
Parametry eksploatacyjne, takie jak ciśnienie powietrza, prędkość obrotów i siła posuwu, muszą być zgodne z zaleceniami producenta wiertła, aby zapewnić optymalną wydajność. Niewłaściwy dobór może prowadzić do przedwczesnego zużycia lub katastrofalnego uszkodzenia wiertła DTH.
Strategie optymalizacji wydajności
Protokoły monitorowania i konserwacji
Regularna kontrola wzorców zużycia wiertła DTH dostarcza cennych informacji do optymalizacji wydajności. Wprowadzenie kompleksowych protokołów monitorowania pozwala na wczesne wykrywanie objawów zużycia, umożliwiając podejmowanie decyzji dotyczących terminowego konserwowania lub wymiany. Takie proaktywne podejście minimalizuje nieplanowane przestoje i wydłuża żywotność wiertła.
Dokumentacja parametrów wiercenia i wydajności wierteł tworzy cenne dane historyczne dla przyszłych projektów. Informacje te pomagają doprecyzować kryteria doboru wierteł oraz optymalizować parametry wiercenia dla konkretnych zastosowań.
Zaawansowane techniki obsługi
Doświadczeni operatorzy rozumieją znaczenie prawidłowej procedury uruchomienia nowych wierteł DTH. Początkowe parametry wiercenia powinny być łagodne, aby umożliwić prawidłowe osadzenie gzymsów i wytworzenie trwałych wzorców zużycia. Stopniowe zwiększanie parametrów wiercenia pomaga osiągnąć optymalny poziom wydajności.
Nowoczesne maszyny wiertnicze wyposażone w zautomatyzowane systemy sterowania mogą utrzymywać idealne parametry pracy przez cały okres eksploatacji wirnika. Systemy te dostosowują prędkość obrotową i siłę posuwu na podstawie danych w czasie rzeczywistym, maksymalizując wydajność i trwałość wierteł DTH.
Przyszłe innowacje w technologii wierteł DTH
Rozwój inteligentnych wierteł
Integracja czujników i technologii monitorujących bezpośrednio w udarowych głowicach spławnych stanowi kolejny krok naprzód w technologii wiercenia. Te inteligentne głowice będą dostarczać dane w czasie rzeczywistym na temat stopnia zużycia, temperatury oraz sił uderzeń, umożliwiając konserwację predykcyjną i optymalizację wydajności.
Producenci badają zastosowanie zaawansowanych materiałów oraz powłok powierzchniowych, aby dalszym wzrostem poprawić trwałość i wydajność głowic. Powierzchnie z zastosowaniem inżynierii nano oraz materiały kompozytowe wykazują duży potencjał w przedłużaniu żywotności przy jednoczesnym zachowaniu agresywnej akcji cięcia.
Rozwiązania dla zrównoważonego wiercenia
Zagadnienia środowiskowe napędzają innowacje w projektowaniu głowic udarowych spławnych. Nowe procesy produkcyjne koncentrują się na redukcji śladu węglowego przy jednoczesnym utrzymaniu wysokiej jakości produktu. Materiały nadające się do recyklingu oraz programy regeneracji pomagają minimalizować wpływ na środowisko bez kompromitowania wydajności.
Rozwój ekologicznych płuczek wiertniczych i systemów ograniczania pyłu uzupełnia zaawansowany projekt koronek, tworząc bardziej zrównoważone rozwiązania wiertnicze na przyszłość.
Często zadawane pytania
Jak często należy wymieniać koreczek młota DTH?
Interwał wymiany koreczka młota DTH zależy od kilku czynników, w tym twardości skały, warunków wiercenia oraz parametrów pracy. Ogólnie rzecz biorąc, koreczki powinny być kontrolowane co 50–100 godzin wiercenia, a wymiana jest zazwyczaj konieczna po 200–600 godzinach pracy, w zależności od stopnia zużycia i wskaźników wydajności.
Co powoduje przedwczesne uszkodzenie końcówki młota DTH?
Do najczęstszych przyczyn należą nieprawidłowe parametry pracy, niewłaściwy dobór koreczka do warunków gruntowych, niedostateczne ciśnienie powietrza oraz słabe praktyki konserwacyjne. Praca koreczkami poza zalecanymi limitami zużycia lub stosowanie nadmiernego ciśnienia posuwu może prowadzić do katastrofalnego uszkodzenia.
Czy koreczki młotów DTH można regenerować?
Chociaż niektóre elementy udarowych końcówek wiertniczych można regenerować, na przykład poprzez przetaczanie zużytych guzików lub wymianę uszkodzonych, proces ten musi być wykonywany przez wykwalifikowanych specjalistów z użyciem specjalistycznego sprzętu. Opłacalność regeneracji w porównaniu z wymianą zależy od stopnia zużycia i konstrukcji końcówki.